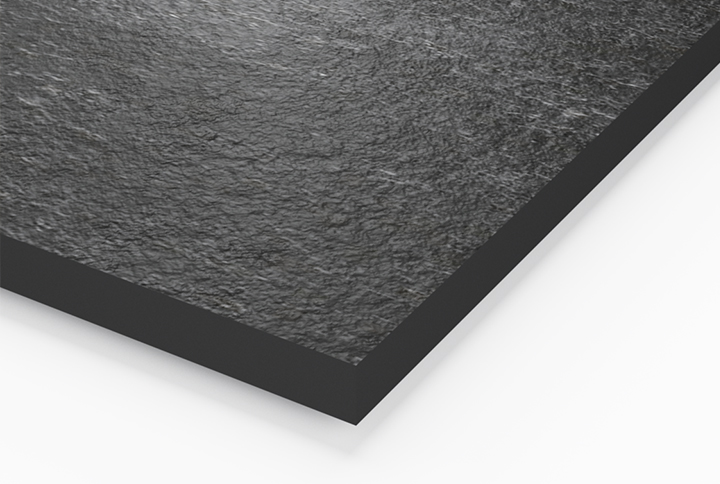
Laminat HPL Compact z czarnym rdzeniem
Wysokociśnieniowy laminat kompaktowy w jakości standard zgodnie z normą EN 438-4:CGS. Z jednorodnym czarnym rdzeniem i obustronną dekoracyjną powłoką z żywicy melaminowej.


OBSZARY ZASTOSOWANIA
-

Meblarstwo i wykończenie wnętrz
WŁAŚCIWOŚCI PRODUKTU
-

Materiały o podwyższonej odporności na wilgoć
-

Niska emisja formaldehydu
-

Odporność na uderzenia
-

Anti-fingerprint
-

Antybakteryjna
-

Bezpieczeństwo w kontakcie z żywnością
-

Wysoka odporność na zadrapania
-

Łatwa w czyszczeniu
FORMATY
| Długość (mm) | Szerokość (mm) | Łączna grubość (mm) | Struktury |
|---|---|---|---|
| 4.100 | 1.300 | 12 | CM | GR |
| 4.100 | 1.300 | 12 | XP |
Broszury, Atesty i certyfikaty
-

Dane techniczne Duropal Compact Xtreme Plus, czarny rdzeń
PDF (168 KB) -
Dane techniczne Duropal HPL Compact, czarny rdzeń
PDF (165 KB) -
Deklaracja Środowiskowa Produktu (EPD)
PDF (1 MB) -
EPD Objaśnienie
PDF (668 KB) -
Informacja o nieszkodliwości HPL/Compact
PDF (77 KB) -
Informacja o produkcie - Duropal HPL Compact, czarny rdzeń / Duropal HPL Compact Metallic, czarny rdzeń
PDF (424 KB) -
Informacja o produkcie - Odporność na środki chemiczne laminatów Duropal
PDF (495 KB) -
Zalecenia dotyczące czyszczenia Duropal HPL & DecoBoard
PDF (1 MB) -
Zalecenie dotyczące obróbki Duropal HPL Compact / Duropal Compact Blaty robocze
PDF (1 MB) -
Zalecenie dotyczące obróbki foliowanie laminatów, laminatów kompaktowych i elementów HPL
PDF (876 KB)
dekory
OBRÓBKA PRODUKTÓW
- Szczególnie przy zastosowaniach wielkopowierzchniowych podczas obróbki i montażu zwracać uwagę na zgodność kolorystyki i struktur użytych płyt i docięć oraz zachować odpowiedni kierunek obróbki.
- Obróbka za pomocą narzędzi z ostrzami z węglików spiekanych na standardowych maszynach do obróbki drewna.
- Obróbka za pomocą narzędzi z ostrzami z węglików spiekanych na standardowych maszynach do obróbki drewna.
- Odpowiednie są wszystkie tradycyjne rozłączne i nierozłączne elementy łączące do litego drewna i materiałów drewnopochodnych.
- Przed rozpoczęciem montażu wymagane jest odpowiednie, kilkudniowe kondycjonowanie wszystkich elementów systemu (np. elementów zabudowy ściennej, konstrukcji nośnej). W samych pomieszczeniach należy przy tym zapewnić warunki odpowiadające warunkom późniejszego użytkowania.
- Zawsze należy zwracać uwagę na prawidłową obróbkę i montaż zgodny z aktualnym stanem techniki.
- Zapewnić dobrą wentylację i jednakowe warunki klimatyczne z obu stron zamontowanych płyt. Aby była zapewniona dostateczna cyrkulacja powietrza, pusta przestrzeń powinna mieć szerokość min. 20 mm. W poziomych konstrukcjach nośnych oraz na górnych i dolnych obrzeżach zabudowy ściennej trzeba zastosować przerwy, aby zapewnić możliwość wentylacji pionowej. Unikać bezpośredniego mocowania do podłoża bez zachowania szczeliny powietrznej.
- Zapewnić wystarczającą możliwość poruszania się zamontowanych płyt. Na złączach płyt należy wykonać szczeliny i otwory przelotowe z nadwyżką wymiarową.
- Należy zwrócić uwagę na to, że nie można zapobiec wydłużaniu wszystkich zamontowanych elementów płytowych. W przypadku łączenia z innymi materiałami zwrócić uwagę na ewentualne różne współczynniki rozszerzalności.
- Nowe ściany (murowane, betonowe lub tynkowane) zawierają znaczne ilości wilgoci, dlatego przed rozpoczęciem zabudowy muszą zostać całkowicie osuszone.
- Zabezpieczyć konstrukcję nośną przed korozją.
- Podłoże nie może być wilgotne ani niestabilne. Zapewnić minimalną nośność i stateczność dostosowaną do rodzaju użytkowania.
- Unikać bezpośredniego oddziaływania wysokich temperatur związanych z promieniowaniem świetlnym lub cieplnym albo strumieniem powietrza z urządzeń grzewczych lub klimatyzacji, które skutkuje niewidocznym wysuszaniem powierzchni.
- Dodatkowe informacje można znaleźć w instrukcjach technicznych specjalistycznego stowarzyszenia ICDLI dotyczących obróbki i montażu laminatów i laminatów kompaktowych (www.ICDLI.com).
- Składować poziomo, całą powierzchnią na płaskim, czystym podłożu zabezpieczonym folią z tworzywa sztucznego, z krawędziami zrównanymi w jednej płaszczyźnie. Najwyżej położoną płytę przykryć na całej powierzchni folią i płytą ochronną.
- Chronić przed wpływem wilgotności powietrza i oddziaływaniem wilgoci.
- Unikać bezpośredniego oddziaływania wysokich temperatur związanych z promieniowaniem świetlnym lub cieplnym albo strumieniem powietrza z urządzeń grzewczych lub klimatyzacji, które skutkuje niewidocznym wysuszaniem powierzchni.
- Ciała obce oraz zanieczyszczenia powodujące tarcie, które znajdują się w stosie płyt, mogą powodować wgniecenia i uszkodzenia powierzchni.
- Nie dosuwać płyt do siebie ani nie nasuwać jednej na drugą ; podnosić je pojedynczo, ręcznie lub za pomocą przyssawek do podnoszenia.
- Podczas transportu stosów płyt używać odpowiednio dużych, stabilnych podkładów, np. palet. Płyty w stosie trzeba zabezpieczyć przed ześlizgnięciem.
- Powierzchnię można czyścić wodą i delikatnymi środkami czyszczącymi. Przy usuwaniu uporczywych zabrudzeń przestrzegać zaleceń zawartych w instrukcji technicznej „Cleaning of HPL surfaces” (www.icdli.org).
Obróbka
Maszyny i narzędzia
Obróbka krawędzi
Technologia wykonania pokrycia
Zabudowa i montaż
Składowanie, obróbka i transport
Czyszczenie i konserwacja
Zobacz film